新浪微博
新浪微博 騰訊微博
騰訊微博

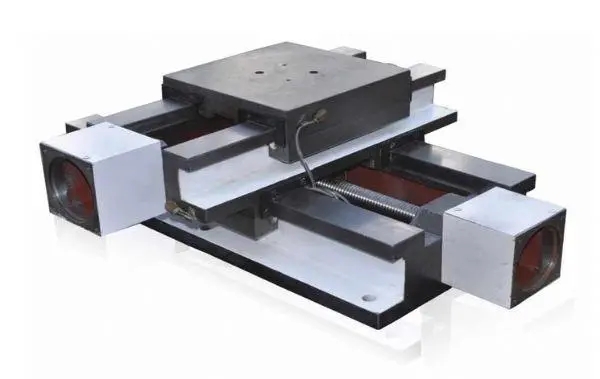
焊接平臺鑄件對涂料有什么要求
T型槽平臺,焊接平臺,電機試驗平臺,檢驗平臺,劃線平臺,鉚焊平臺,鑄鐵平臺廠家北重機械制造生產的焊接平臺鑄件的質量、清砂時間、清潔度等要求越來越高,發(fā)氣量、成本要求越來越低。
載體是耐火粉料的分散介質。一般有水基和醇基兩大類,可根據(jù)實際生產現(xiàn)場情況和成本考慮進行選擇;懸浮劑選用多元復配效果最好,但一般懸浮劑都是低熔點物質,所以在滿足性能的前提下,不宜多用;粘結劑采用常溫型和高溫型,重點考慮發(fā)氣量;添加劑有活性劑,主要滿足施涂手段和浸潤的要求,此外還有鑄型氣氛調節(jié)劑、偶聯(lián)劑、消泡劑、防腐劑等;助 熔劑加入到耐火骨料中的主要目的就是使之形成玻璃液相,促進燒結,使耐火骨料的結構致密化,一般有長石、稀土、鋰輝石、滑石等。耐火材料:抗鑄件粘砂仍是涂料的主要功能,而耐火粉料是砂型(芯)涂料的主體,決定著涂料的抗粘砂性能,越來越多的耐火材料被用于砂型涂料,如鋯英粉、鋁釩土、剛玉粉、鎂砂粉、鉻鐵礦粉、石墨、石英粉、地開石粉、葉蠟石粉、尖晶石、藍晶石、珠光粉等。采用新型的非金屬礦物耐火材料,合理的調整多元礦物組合、顆粒大小及粒度分布等,以提高耐火填料向鑄型內的滲透能力。因此,應選擇熱膨脹系數(shù)小、資源豐富、價格便宜、符合環(huán)保的耐火材料。
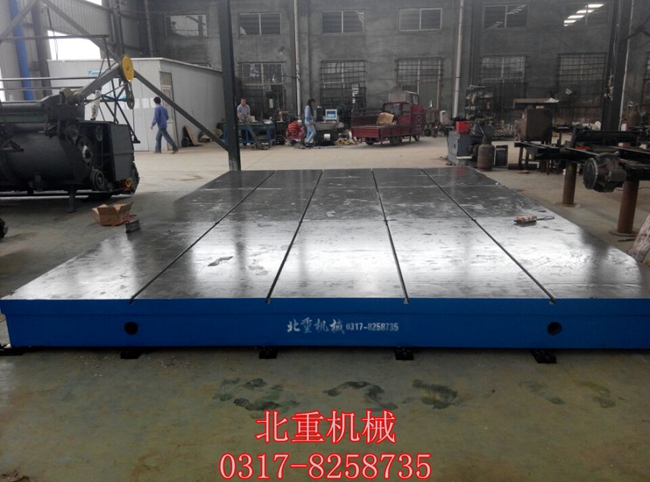
焊接平臺鑄件由于澆注噸位重、壁厚大、熱量集中、鐵液保持液態(tài)時間長,焊接平臺鑄件表面極易氧化而產生滲透粘砂,而鑄造廠對焊接平臺鑄件的質量、清砂時間、清潔度等要求越來越高,發(fā)氣量、成本要求越來越低。正是由于這種情況,對鑄型和涂料提出了更高的要求。
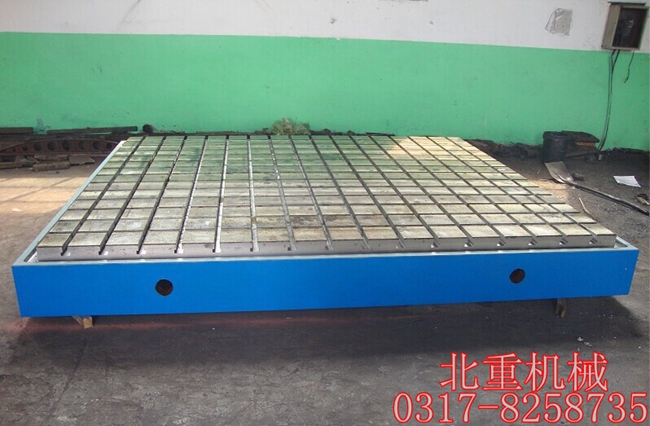
焊接平臺廠家的機械粘砂:液態(tài)金屬滲入到鑄型和型芯表面的孔隙中,包覆部分砂粒,凝固以后便形成金屬陶瓷狀的粘砂層,而大型、重型焊接平臺鑄件粘砂主要是由于靜壓力大,滲透深度深,處于高溫液態(tài)狀的時間長,即鑄型及其涂層的過熱時間長。
化學粘砂是Fe的氧化作用與鑄型材料和澆注氣氛相互之間物理化學作用的結果。造型材料的顆粒在粘砂層中,即能夠同F(xiàn)e的氧化物粘結,也能夠與易熔的硅酸鹽等粘結。
粘砂的形成
粘砂的形成分兩個階段,初始金屬液滲入孔隙中產生機械粘砂;滲入的金氧化形成化學粘砂,因此一般在生產中被觀察到的粘砂都是機械滲透一化學反應的綜合性粘砂。